Curling Operation In Sheet Metal
Curling Sheetmetal Me
Curling Metalworking Wikipedia

Sheet Metal Operation

Sheet Metal Operations Curling Anuniverse 22 Youtube

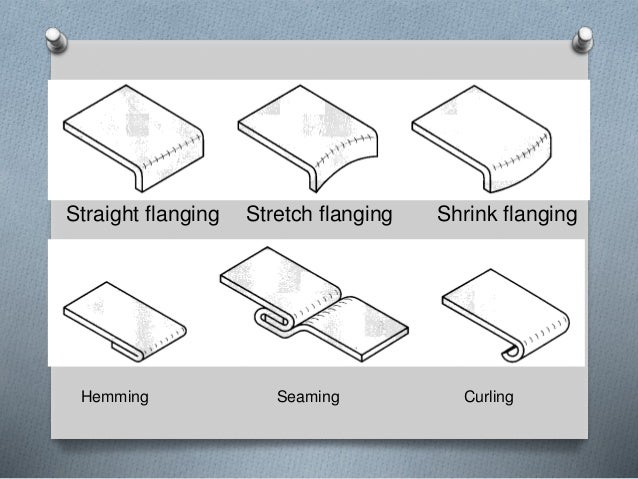
Curling Curling Curling Is The Operation Of Forming The Edges Of A Component Into A Roll Or Curl By Bending The Sheet Metal In Order To Strengthen The Ppt Download
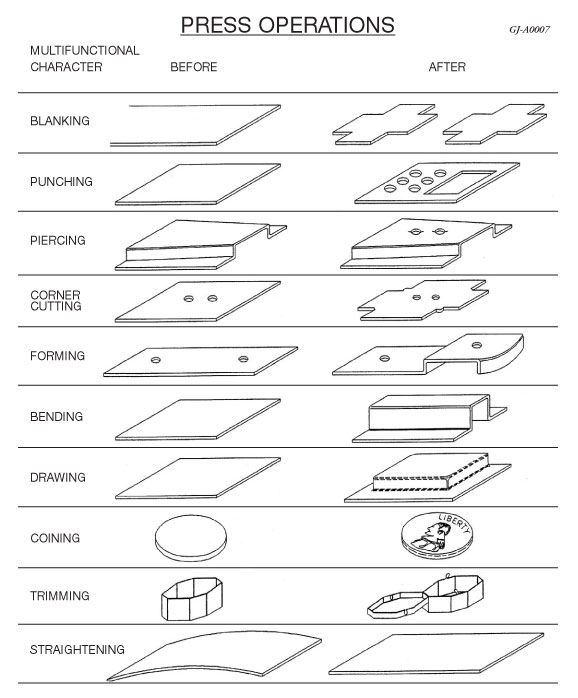
Press Operations The Heim Group

Curling is a sheet metal forming process that s used to smooth out the otherwise sharp and rugged edges of sheet metal.
Curling operation in sheet metal.

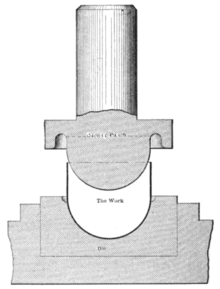
Tool Design

Design For Manufacturing Curling And Hemming Sheet Metal Wirebiters
Sheet Metal Forming And Operations

Curling Dies Riteway Brake Dies
Source : pinterest.com
